Popular in your industry














































































Related Searches:
























































































































































Top categories
















About plug flow reactor
What is Flow Reactor For Efficient Chemical Processing
Flow reactors are advanced systems used in the chemical industry for the continuous processing of chemicals through a series of connected modules that operate in a controlled environment. They offer a highly efficient and precise way to carry out chemical reactions with a constant flow of reagents. This technology is essential for manufacturers who require consistent product quality, reduced processing times, and improved safety in their operations.
The users of flow reactors span various sectors, including pharmaceuticals, petrochemicals, and specialty chemicals. These systems are particularly favored for their ability to handle hazardous and high-temperature reactions continuously. Flow reactors work on the principle of continuous flow chemistry, which allows for a constant stream of reactants to flow through a series of channels or tubes. By maintaining a steady flow, flow reactors can ensure that reactions occur under optimal conditions, leading to higher yields and purer products.
Flow reactors offer a range of benefits such as precise control of residence times, uniform heating, and the ability to run reactions at high pressures or temperatures. These capabilities make them versatile tools for both research and large-scale production. The design of flow reactors can vary from simple straight tubes to complex multi-stage systems with various modules.
Types of Flow Reactor for Efficient Chemical Processing
The choice of flow reactor for efficient chemical processing depends on the specific requirements of the process and the characteristics of the reactants involved. Here are some common types:
-
Plug Flow Reactors (PFRs): These reactors allow for the continuous flow of reagents through a long tubular system, providing high efficiency in the chemical reaction. They are commonly used in processes that require a high degree of uniformity and are well-suited for the production of fine chemicals and pharmaceuticals.
-
Slurry Flow Reactors: A slurry of solid particles and liquid is pumped through a tubular system where the reaction takes place. These reactors are ideal for solid-liquid reactions and are frequently used in the mining industry or in processes that handle solid-liquid mixtures.
-
Gas-Solid Reactors: Specifically designed for reactions involving the dispersion of a gas into a solid material, these reactors are common in industries where gas-solid interactions are vital, such as in catalyst activation or material coatings.
-
Microreactors: These are small-scale flow reactors with high surface area-to-volume ratios, making them extremely efficient for fast, uniform reactions. Microreactors are used in research and development for process optimization and screening of reaction pathways.
-
Photocatalytic Reactors: Equipped with a catalyst that activates under light exposure, these reactors are used for processes that require the use of light to initiate chemical reactions. Applications include water purification and air treatment systems.
How to choose Flow Reactor For Efficient Chemical Processing
Selecting the right flow reactor for your business requires careful consideration of several factors:
-
Chemical Compatibility: Ensure that the materials of construction of the reactor are compatible with the chemicals you will be using. This is crucial to prevent degradation of the equipment over time.
-
Applicable Industries: The industry you operate in should influence your choice. For instance, if you're in food production or pharmaceuticals, you may need sanitary and highly controlled reactors that can withstand sterilization processes.
-
Scale of Operation: The volume of production will dictate whether you need a batch or continuous system. Larger operations will likely require continuous flow reactors to maintain efficiency.
-
Automation Level: Depending on your process complexity and volume, you might need reactors with higher levels of automation for precise control over multiple parameters.
-
After-Sales Support: Consider suppliers that provide comprehensive after-sales support such as online technical assistance or field maintenance services which can be vital for ensuring continuous operation of your business.
By assessing these considerations against your specific needs and objectives, you can make an informed decision about which flow reactor would best suit your operational requirements.
About Flow Reactor For Efficient Chemical Processing on Alibaba.com
Alibaba.com stands out as a global wholesale marketplace connecting businesses with a vast selection of flow reactors suitable for various chemical processing needs. With an extensive range of options from numerous suppliers around the world, Alibaba.com enables you to find the perfect reactor for your specific application—whether it's for pharmaceutical manufacturing or large-scale industrial production.
The platform's user-friendly interface allows you to filter through products based on key specifications such as core components, automatic grade, machinery test reports, and key selling points like long service life and multifunctionality. This ensures that you can efficiently locate a reactor that meets your exact requirements while enjoying support services like Trade Assurance to safeguard your transactions.
By offering such a wide array of choices—coupled with tools designed to facilitate easy buying on mobile devices and communication in local languages—Alibaba.com exemplifies convenience for businesses looking to procure quality lab equipment with confidence. It's this combination of variety, accessibility, and support that makes Alibaba.com an invaluable resource in the realm of chemical flow reactors.
Common FAQs for Flow Reactor For Efficient Chemical Processing
What is a flow reactor and how is it used in chemical processing?
A flow reactor is a device used to perform continuous chemical reactions at a controlled flow rate. It is employed in industries such as pharmaceuticals, water treatment, and petrochemicals for high-throughput synthesis of products.
How do flow reactors enhance efficiency in chemical processing?
Flow reactors offer enhanced efficiency by providing a high surface area-to-volume ratio for heat transfer and high mass transfer coefficients for faster reaction kinetics, resulting in more compact reactors and faster processing times.
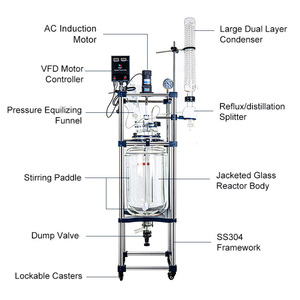
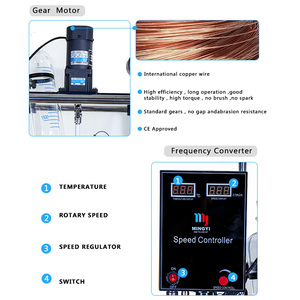
What are the key components of a flow reactor system?
Key components include a motor, pressure vessel, heat exchanger, pump, and PLC or computer control systems. These can vary depending on the specific application and type of flow reactor.
How do I determine the right type of flow reactor for my business’s needs?
Consider the specific chemical reactions you need to perform, the required pressure and temperature conditions, material compatibility, reaction residence time, and whether you need a continuous or semi-continuous operation.
Can flow reactors be used for processes requiring catalysts or reagents?
Yes, flow reactors can be designed with provisions for introducing catalysts or reagents. It is essential to choose a material that is compatible with the process chemistry and can handle the reaction conditions.
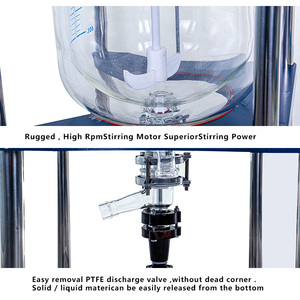
What materials are flow reactors typically made from?
Flow reactors are usually made from materials such as stainless steel, glass, or special alloys that can withstand the chemical reactions and operating conditions.
Are there different types of flow reactors for different types of reactions?
Yes, there are various types of flow reactors designed for different chemical processing needs, including microreactors for small-scale applications and high-pressure reactors for large-scale industrial processes.
What after-sales services are commonly associated with flow reactors?
After-sales services may include online support, video technical support, and engineers available to service machinery overseas. It's important to check with suppliers about the specific services they offer.
How does the automatic grade feature benefit my business?
Automatic grade features allow for precise control over the operation of the reactor, which can lead to more consistent product quality and reduced labor costs by minimizing manual intervention.
Can flow reactors be customized to meet specific requirements?
Yes, certain suppliers offer customizable options for flow reactors, including special sizes, materials, configurations, and additional features tailored to your business's unique needs.
What should I consider regarding the voltage and frequency requirements of a flow reactor?
Ensure that the electrical specifications match your facility's power supply to avoid compatibility issues and potential damage to the equipment.
How do I know if a flow reactor is suitable for my local service location?
Check the voltage and frequency specifications to ensure they match your local service. Suppliers may also provide options for equipment that is compatible with various international standards.
Is it possible to find flow reactors suitable for high-pressure applications?
Yes, there are flow reactors designed to handle high-pressure operation. These typically use robust materials and construction to withstand the stresses involved.